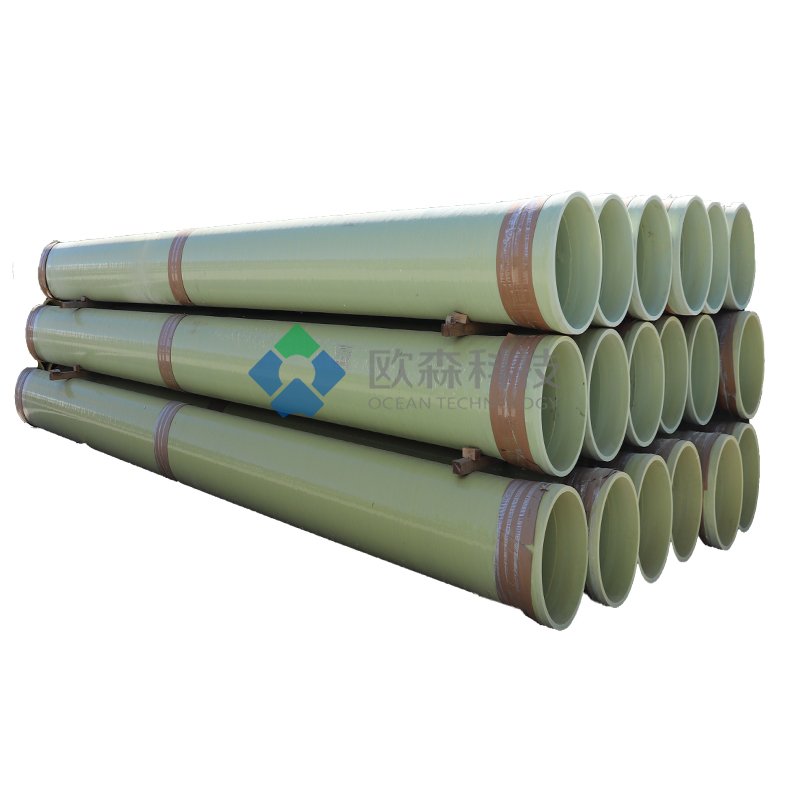
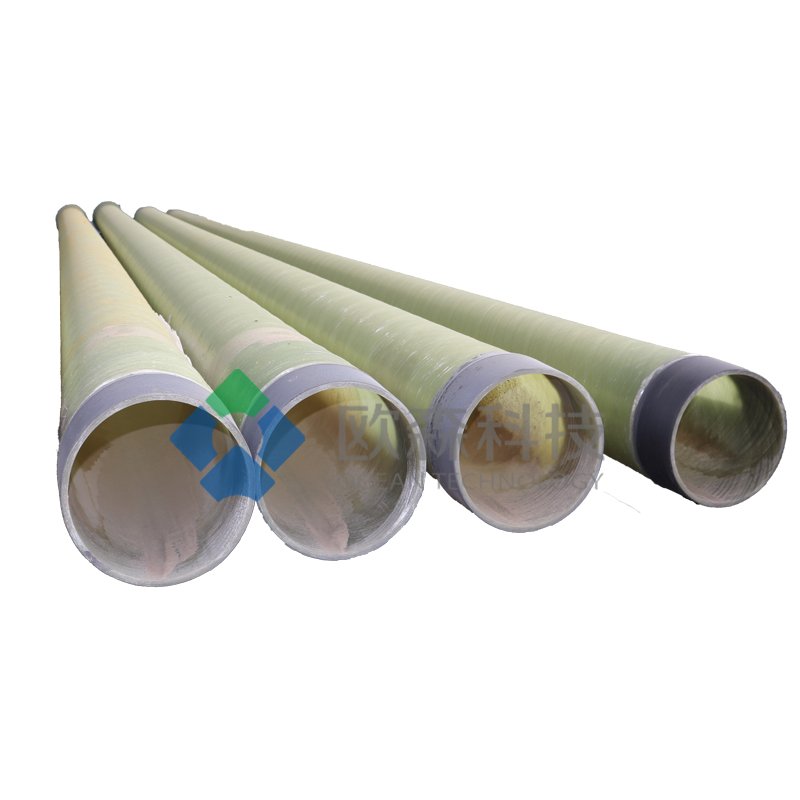
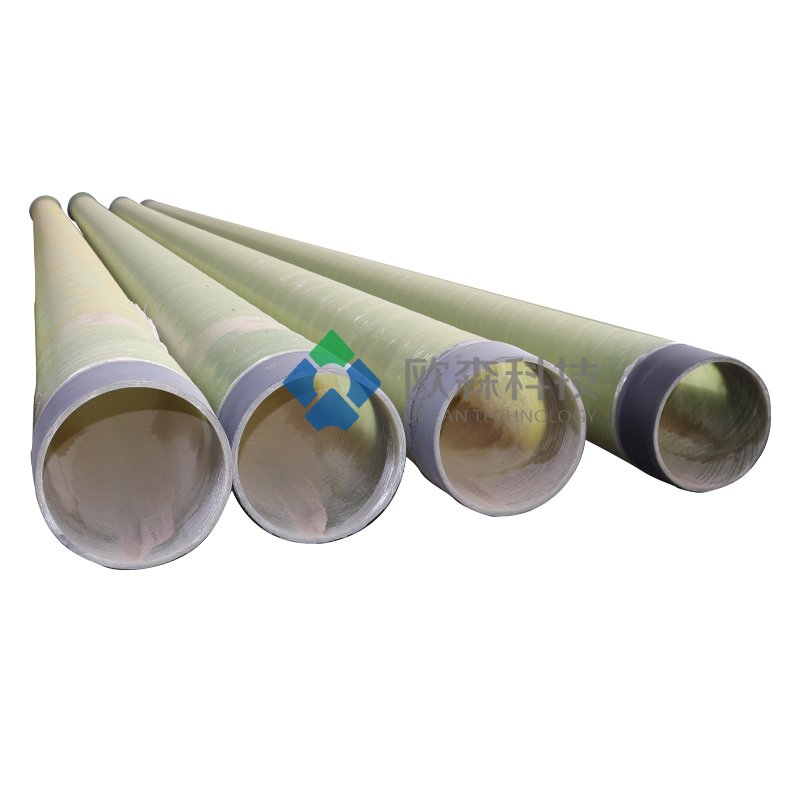
Certified GRE Pipes & Fittings - Industrial & Chemical Processing Applications
Glass Reinforced Epoxy (GRE) pipes and fittings purpose-built for industrial and chemical processing, offering exceptional strength, corrosion resistance, thermal stability and dependable performance in harsh and chemically aggressive environments.
Key Features
- High-Pressure Capability – up to 55 bar
- Heat-resistance – up to 120°C
Exceptional Corrosion & Chemical Resistance
- Low Friction & No Deposits
- Lightweight & Fire-Safe
- Certified ISO 9001
Easy Installation
- Maintenance-free
- Customisable solutions
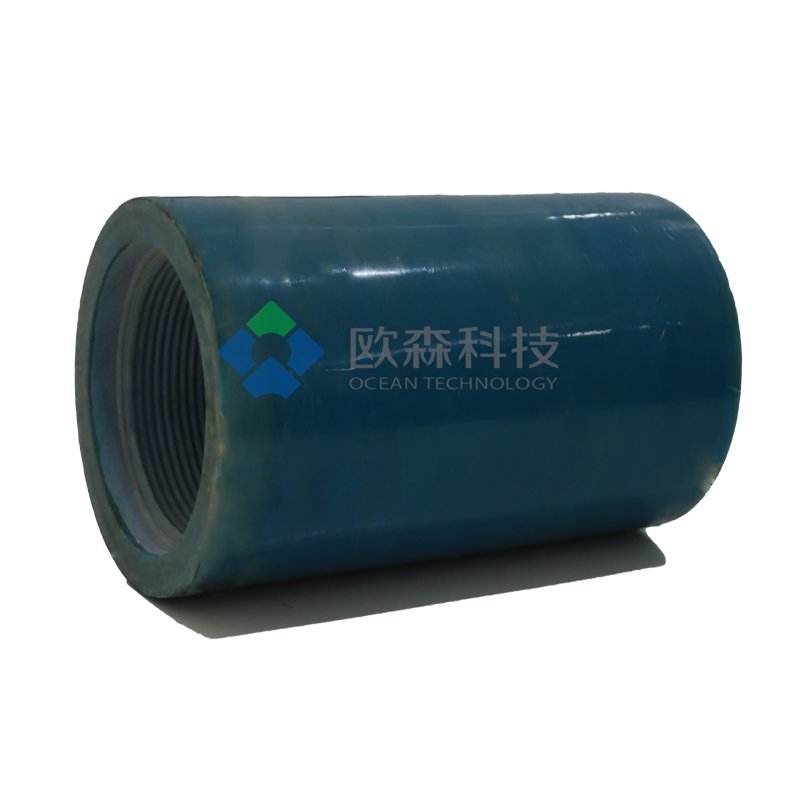
Fittings & Accessories
Elbows, tees, reducers, flanges, couplings, gaskets, seals, bolts, nuts.
Applications
✔Thermal Powerplants
✔ Chemical Transport Pipelines
✔Petrochemical Processing
✔Industrial Fluid Transfer
✔Cooling Water, Steam Transport & Wastewater Systems
✔Slurry & Abrasive Pipelines
Materials & Quality Control
- Premium epoxy resins & fiberglass (DOW, PPG)
- Hydrostatic tested
Compliance & Standards
- ISO 9001 – Quality Management Systems
- ISO 14001 – Environmental management system
- API 15LR – Oil & Gas Pipeline Systems
- API 15HR – High-Pressure Systems
- ISO 14692 – Petroleum & Natural Gas Industry
- ASTM F1173 – Jet Fire Resistance
Smart Product Selection
Identify the best GRE pipe based on:
Pressure Rating (Low, Medium, High)
Temperature Range (<65°C, 65°C–93°C, >93°C)
Application Type: Industrial & Chemical Processing (including chemical transport, petrochemical pipelines, and industrial fluid systems, and fire protection systems).
Specifications Table
Feature | HT Industrial & Chemical Processing GRE Pipes |
|---|---|
Pressure Rating | ≤ 5.5 MPa ( 55 bar ) |
Diameter Range | 40mm – 1000mm (1½” – 40″ ) |
Temperature Resistance | Up to 120°C |
Applications | HT Fluid Transport, Chemical Transport Systems, Industrial Process Systems, Thermal Power Plants, Petrochemical & Refining Industries, Chemical Processing Plants, HP Steam Transport, Fire Protection Systems |
Standards | API 15LR, API 15HR, ISO 14692, ISO 9001, ISO 14001, ASTM F1173 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}